Ads Професионални CNC машини и конвенционални за обработка на метали from Opolskie





CNC Lathe Gildemeister NEF 400 (2005 Urgent
Added: 13.10.2025, 13:03
")

VENUS 200 CNC – Precision Automatic Lathe (2022) Urgent
Added: 13.10.2025, 12:44













WAGNER VMC 1400 - Ready-to-Work Machining Center Urgent
Added: 13.10.2025, 11:00
 - Slippage-Free Technology")















Two ITALMEC TBNS/9 Wet Drawing Lines (2022) - Slippage-Free Technology Urgent
Added: 07.10.2025, 12:42



PREBENA High-Speed Eccentric Press 63 Tons - Optimized for Staple and Stamping Production Urgent
Added: 07.10.2025, 11:36

















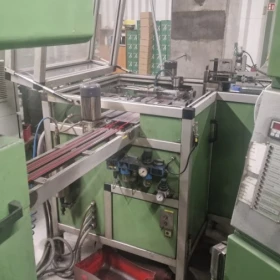

Prebena SHP 25 Staple Production Line Urgent
Added: 07.10.2025, 10:42
 – Swiss Precision at a Competitive Price")









Mägerle F-V-A-SL1 Surface and Profile Grinder (MACCURAT) – Swiss Precision at a Competitive Price Urgent
Added: 02.10.2025, 16:21








Universal Milling Machine WMW Heckert FU450R-51 | Year 2009 | Large Table 1800x450 mm Urgent
Added: 26.09.2025, 14:34
 – Dual Gantry, High Performance")














CNC Plasma-Gas Cutting Machine AJAN SHP 260A (2014) – Dual Gantry, High Performance Urgent
Added: 26.09.2025, 13:44





MAKTEK CQ6236G-1/1000 Universal Lathe | 2014 | Multifix Tool Post Urgent
Added: 25.09.2025, 13:02






Heller 1809EXL SMT Reflow Oven | 9 Heating Zones | Lead-Free | 2006 Urgent
Added: 25.09.2025, 11:45
 | Year: 1995")


AVIA FNC-25 Toolroom Milling Machine with Digital Readout (DRO) | Year: 1995 Urgent
Added: 24.09.2025, 19:04
 - Functional, Ready for Work!")


FAMOT CTX-400S2 CNC Lathe (Year of Manufacture 2004) - Functional, Ready for Work!
Added: 04.06.2025, 12:58


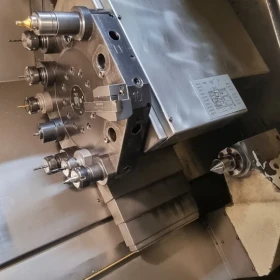
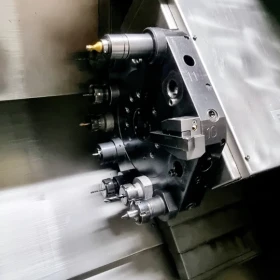
Прецизен CNC струг Mazak Quick Turn Nexus 100MS - Година 2006 Urgent
Added: 04.03.2025, 10:57




Универсална фрезарка 6P83
Added: 04.03.2025, 09:35
Напреднала обработка на метали - употребявани CNC машини от световни лидери
Специализираме се в доставката на употребявани машини за обработка на метали от най-висок клас: 3-5 осни обработващи центрове, CNC стругове, фрези, шлифовъчни машини, лазерни и плазмени резачки, както и EDM машини. Портфолиото включва марки DMG Mori, Mazak, Okuma, Haas, Trumpf, Amada. Всяка машина преминава през комплексна диагностика по стандартите ISO 230 и VDI/DGQ 3441, включваща тестове на геометрия, позициониране, интерполация и натоварване. Инвестицията в употребявани CNC машини позволява спестяване от 45-65%, при запазване на точност ±0.005mm и надеждност над 95% MTBF.
Критични параметри, проверявани преди продажба
Извършваме лазерна калибрация на позиционирането (точност ±0.008mm, повторяемост ±0.004mm), тест на ballbar за кръгова интерполация (грешка <0.015mm), измерване на обратния луфт на всички оси (<0.005mm), модална анализ на динамичната твърдост (>60Hz първа собствена честота), термография на шпиндели и серводвигатели, анализ на вибрации на лагери (ISO 10816-3). Документираме обемни компенсации и истории на сблъсъци/претоварвания.
Ключови машини в портфолиото:
Вертикални центрове VMC: DMG Mori NVX, Mazak VCN, Haas VF. Работни пространства 500×400 до 2000×1000mm, шпиндели 10k-20k об/мин, BT40/50 или HSK-A63, складове 30-120 инструмента.
Хоризонтални центрове HMC: Makino A61NX, Okuma MA, DMG DMC. Палети 400-800mm, ос B индексирана или непрекъсната, управление на стружките критично.
CNC стругове: Okuma LB, Mazak QTN, DMG CTX. Диаметри 200-600mm, дължини до 1500mm, задвижвани инструменти, ос Y, опции за противошпиндел.
5-осни системи: DMG DMU, Hermle C, Mikron HPM. Симултанни 5-осни, точност <0.010mm, RTCP/TCPC, избягване на сблъсъци.
Напреднали FAQ - Прецизна диагностика и производителност
Как да извършим пълна диагностика на обработващия център Mazak VCN-530C съгласно ISO 10791?
Тест на статичната геометрия (ISO 10791-1): Плоскост на масата: гранитен линейка + сензор, <0.02mm/1000mm. Перпендикулярност на осите: гранитен ъгъл, XY/XZ/YZ <0.015mm/500mm. Паралелност на T-образните канали: <0.02mm на дължина. Праволинейност на водачите: лазер или линейка, <0.012mm/500mm. Тест на позиционирането (ISO 10791-2/ISO 230-2): Настройка: лазер Renishaw XL-80, активна компенсация на околната среда. Параметри: 5 двупосочни измервания, целеви точки на всеки 50mm. Ос X (1050mm): A≤±0.010mm, R≤±0.005mm, завръщане <0.008mm. Ос Y (530mm): A≤±0.008mm, R≤±0.004mm. Ос Z (510mm): A≤±0.008mm, R≤±0.004mm, компенсация на теглото. Обратен луфт: измерен <0.005mm, компенсиран в Mazatrol. Тест на интерполацията (ISO 10791-4/ISO 230-4): Ballbar Renishaw QC20-W, радиус 150mm, F=1000mm/min. Плоскост XY: кръглост <0.015mm, завръщащи скокове <0.008mm. Плоскост XZ/YZ: кръглост <0.018mm (гравитационен ефект). Анализ: перпендикулярност <0.010mm, несъответствие на скалата <0.005mm. Настройка на серво механизмите: ако stick-slip >0.003mm, необходима е ре-калибрация. Тест на шпиндела 12000 об/мин (ISO 10791-5): Удар при инструмента: <0.003mm сензор при 300mm. Термален дрейф: <0.02mm след 30 мин @макс об/мин. Вибрации: <2.5mm/s RMS, акселерометър на корпуса. Мощност: характеристика S1 22kW непрекъсната проверена. Ориентация: ос C ±0.001° при M19. Тест на динамичната твърдост: Тест с модален чук: >60Hz първа естествена честота. Уязвимост: <0.5μm/kN при края на инструмента (тест на статично натоварване). Потискане: >3% за доминиращи модове. Криви на стабилност: изчисление за фреза с 4 остриета Ø16mm. Тестове на рязане (ISO 10791-7): Пробна проба NAS 979: алуминий, 15 характеристики, толеранции ±0.02mm. Повърхностно покритие: Ra<1.6μm при ae=0.5×D, fz=0.1mm. Точност на позиционирането: локализации на отвори ±0.015mm. Цилиндричност: <0.010mm на Ø50mm интерполиран отвор. Пълно рязане: без вибрации при 0.7×макс мощност на шпиндела. Система за управление Mazatrol SmoothX: Всички оси базиране повторяемост <0.001mm. Термална компенсация: активна, 5 сензора, дрейф <0.015mm/8h. Измерване на инструмента: лазер или сонда, точност ±0.005mm. Координати на детайла: калибрация на сонда <0.005mm топка. Мрежа: отговор Ethernet <50ms, стрийминг на данни MTConnect. Документация: Сертификати за лазерна калибрация на всички оси. Графики на ballbar с анализ на грешки. Спектър на вибрации на шпиндела до 10kHz. Доклади за тестове на рязане с размери CMM. История на поддръжката: дневник на сблъсъци, часове на шпиндела.
Как да оптимизираме параметрите на струговане на струг Okuma LB3000EX-II за неръждаема стомана 316L?
Параметри на инструмента за 316L (аустенитна, 170-220 HB): Вид на пластината: покрита PVD-TiAlN, положителна геометрия, счупвач на стружки за контрол. Радиус на ъгъла: 0.8mm стандарт, 0.4mm за довършителни работи. Ъгъл на присъединяване: 95° CNMG за грубо, 35° DNMG за профилиране. Параметри на груба обработка (Ø60mm, дълбочина 3mm): Vc = 120-150 m/min (640-800 об/мин за Ø60). Подаване = 0.25-0.35 mm/об (по-малко за упрочняване). Дълбочина = 2-3mm (ap), многократни проходи по-добри от дълбоки. Охлаждаща течност: високо налягане 70 bar насочено счупване на стружки. Издръжливост на инструмента: 15-20 мин при непрекъснато рязане. Полуобработка (дълбочина 0.5-1mm): Vc = 160-180 m/min за по-добро покритие. Подаване = 0.15-0.20 mm/об. Свеж ръб критичен - 316L упрочнява при деформация. Постоянна скорост на рязане CSS активна. Довършителни работи (дълбочина 0.1-0.3mm): Vc = 180-220 m/min максимум за Ra. Подаване = 0.05-0.10 mm/об за Ra<0.8μm. Пластина за износване опция за Ra<0.4μm. Минимална дълбочина 0.15mm - избягвайте триене. Контрол на стружките: Проблем: дълги ленти стружки типични за 316L. Решение: охлаждаща течност с високо налягане 70-100 bar през инструмента. Геометрия на счупвача на стружки, адаптирана към подаването. Осцилация на подаването (макро G-код) ±20% за счупване. Оптимизации OSP-P300L: THINC-OSP: термална компенсация в реално време активна. Избягване на сблъсъци: 3D симулация преди стартиране на цикъла. Корекция на износването на инструмента: автоматично измерване на всеки 20 части. Адаптивен контрол: мониторинг на натоварването, презапис на подаването 50-120%. Филтриране на хармонични: потискане на вибрации 200-800Hz. Проблеми специфични за 316L: Упрочняване при деформация: не спирайте подаването, непрекъснато движение. Смазване: използвайте по-остри инструменти, по-високи скорости. Термални: компенсирайте разширяемост 17μm/m/°C. Нарастване (BUE): Vc>150 m/min предотвратява. Точност на размерите: Толеранция IT7 (Ø60h7 = +0/-0.030): Компенсация на износването на инструмента на всеки 10-15 части. Термална компенсация: загряване 20 мин, измерване на всеки 30 части. Статистически контрол на процеса: цел Cpk>1.33. Повърхност: Ra 0.8μm последователно: свеж ръб, стабилни параметри. Ra 0.4μm: геометрия на износване + оптимално съотношение Vc/f. Ra 0.2μm: супер-довършителен проход, опция за керамичен инструмент. Производителност: Време на цикъл вал Ø60×200mm: Грубо: 4 мин (проходи 3mm). Полуобработващо: 2 мин. Довършително: 1.5 мин. Общо: 7.5 мин + обслужване. Разходи за инструменти: ~2-3€/част за карбидни пластини. Продуктивност: 6-7 части/ч с ръчно зареждане.
 Log in with Facebook
Log in with Facebook Log in with Google
Log in with Google